
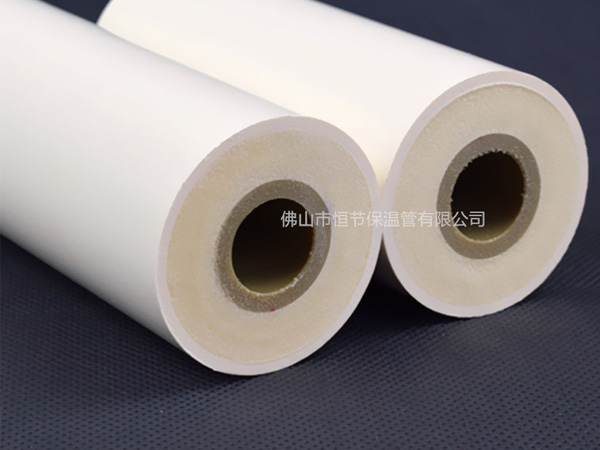
一、發(fā)泡保溫管的內(nèi)外皮層和泡沫芯層的材料應(yīng)在兩臺(tái)高速混合機(jī)中混合。
二、生產(chǎn)前,需要仔細(xì)調(diào)整成型模具中模具與芯軸之間裝配間隙的均勻性。當(dāng)生產(chǎn)中間隙不均勻影響壁厚時(shí),只能微調(diào)。
三、生產(chǎn)前調(diào)整模與定徑套的距離一般控制在120-200毫米范圍內(nèi)。在生產(chǎn)中,距離要根據(jù)工作經(jīng)驗(yàn)來調(diào)整。如果發(fā)現(xiàn)芯材發(fā)泡很快,兩種材料之間的距離要調(diào)小一些,否則要大一些。
四、除了皮層和芯層擠出機(jī)的規(guī)格不同(芯層擠出機(jī)的規(guī)格略大于皮層材料的規(guī)格)外,還應(yīng)注意兩臺(tái)擠出機(jī)之間擠出熔融速度的匹配。在初始生產(chǎn)過程中,需要觀察管坯內(nèi)外層和芯層擠出材料的成型厚度和熔體流速的一致性,然后適當(dāng)調(diào)整兩臺(tái)擠出機(jī)中螺桿的轉(zhuǎn)速。
五、注意工藝溫度控制對(duì)管坯成型質(zhì)量的影響。熔體進(jìn)口溫度應(yīng)控制在160-165℃,復(fù)合分流錐溫度應(yīng)控制在165-175℃,模具溫度應(yīng)控制在180-195℃。
六、控制拉拔管坯的速度,注意拉拔比在1.2-1.5范圍內(nèi)。
七、注意控制定型冷卻水溫度不超過15℃,管坯應(yīng)充分冷卻,以迅速減少或停止芯發(fā)泡材料的發(fā)泡過程。
那么今天的講解就先到這里了,以上就是今天的全部?jī)?nèi)容,相信大家對(duì)發(fā)泡管擠出成型的注意事項(xiàng)也有了一定的認(rèn)識(shí)。非常感謝您的耐心閱讀。如還想了解更多關(guān)于發(fā)泡保溫管的相關(guān)問題,您可以撥打右上角的服務(wù)熱線,與我們咨詢。
二、生產(chǎn)前,需要仔細(xì)調(diào)整成型模具中模具與芯軸之間裝配間隙的均勻性。當(dāng)生產(chǎn)中間隙不均勻影響壁厚時(shí),只能微調(diào)。
三、生產(chǎn)前調(diào)整模與定徑套的距離一般控制在120-200毫米范圍內(nèi)。在生產(chǎn)中,距離要根據(jù)工作經(jīng)驗(yàn)來調(diào)整。如果發(fā)現(xiàn)芯材發(fā)泡很快,兩種材料之間的距離要調(diào)小一些,否則要大一些。
四、除了皮層和芯層擠出機(jī)的規(guī)格不同(芯層擠出機(jī)的規(guī)格略大于皮層材料的規(guī)格)外,還應(yīng)注意兩臺(tái)擠出機(jī)之間擠出熔融速度的匹配。在初始生產(chǎn)過程中,需要觀察管坯內(nèi)外層和芯層擠出材料的成型厚度和熔體流速的一致性,然后適當(dāng)調(diào)整兩臺(tái)擠出機(jī)中螺桿的轉(zhuǎn)速。
五、注意工藝溫度控制對(duì)管坯成型質(zhì)量的影響。熔體進(jìn)口溫度應(yīng)控制在160-165℃,復(fù)合分流錐溫度應(yīng)控制在165-175℃,模具溫度應(yīng)控制在180-195℃。
六、控制拉拔管坯的速度,注意拉拔比在1.2-1.5范圍內(nèi)。
七、注意控制定型冷卻水溫度不超過15℃,管坯應(yīng)充分冷卻,以迅速減少或停止芯發(fā)泡材料的發(fā)泡過程。
那么今天的講解就先到這里了,以上就是今天的全部?jī)?nèi)容,相信大家對(duì)發(fā)泡管擠出成型的注意事項(xiàng)也有了一定的認(rèn)識(shí)。非常感謝您的耐心閱讀。如還想了解更多關(guān)于發(fā)泡保溫管的相關(guān)問題,您可以撥打右上角的服務(wù)熱線,與我們咨詢。
關(guān)鍵字:發(fā)泡保溫管